注:本篇文章内容较早,有部分技术已改进,此内容只作参考
有机玻璃,亚克力(压克力)标识标牌丝网印刷及加工技术
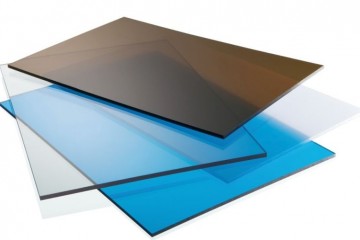
有机玻璃在标识标牌的制作过程是极好的承载体,也是制作水晶字与发光字牌与工艺展示架的最佳材料,因此,几十年来深受广告制作商的欢迎。
有机玻璃材料是塑料大家族的一员,学名聚甲基丙烯酸甲酯(PMMA),是一种硬度大,韧度好,既可粘合,又能网印的热塑性塑料。它不仅在广告制作业中身价百倍,而且还是工业、军事等领域不可替代的零部件制造材料。其颜色特点以及主要用途见表一。
一、有机玻璃亚克力(压克力)标牌在丝网印刷时应注重的几个环节
1.印刷油墨应选用高光泽、耐摩擦有机玻璃油墨,特别是表面印刷时不可使用哑光墨,因为此油墨不耐摩擦,色泽也不艳丽。用于户外的灯箱与标牌,还应使用进口耐晒性好的油墨,以抵抗强光的照射,延长其使用寿命。
2.晒版软片不能用激光打印稿或硫酸纸稿代替,一定要专业厂家输出的正阳或反阳软片,每次输出时,要多输出一张空白带有定位十字线的软片。晒版时,先把空白十字线软片用透明胶带固定在玻璃板上,其它颜色的软片都应以此为依据,这样,晒出的网版位置才能保持一致。
3.精细网版制作,必须选用高解像力的进口感光胶和高张力低拉伸率的进口丝网。如日本村上公司生产的SBQ单液感光胶、NBC丝网等名牌产品,虽然价格较国产贵一些,但制作出来的网版清晰、图文边缘整齐,同时,也保证了多色套印或四色加网印刷时位置的准确性。如文字过小,线条很细,可采用350目丝网,同时,还应配备研磨细滑的进口油墨或光固化油墨。
4.网印配色,一般是凭借印刷工的经验来进行,由于每一批活用的丝网目数不同,感光胶膜厚薄也不一样,往往造成印品的偏色,"桶中油墨色不准,上版刮后见真颜"正说明了这个道理。所以,每一批活必须用晒制好的网版进行试印打出样品,客户确认与原稿颜色一致后,才能进入正式印刷。
5.大幅面画必须用网版印刷机印刷,小幅面可用吸气印台印刷。印刷过程中,应保持六个一致:a.多色网版网距应保持一致;b.刮印速度保持一致;c.刮印压力保持一致;d.油墨粘稠度保持一致;e.手工刮印时大小刮刀的硬度保持一致;f.印刷车间的温湿度保持一致。
6.双面有机板标牌应选用透明板,采用反印方式,待图文印刷完毕,再罩印一层底色,两极之间的粘合必须使用可丝印胶。一般用80~100目尼龙丝网,水性感光胶制作网版,可一面印刷,也可两面印刷,待可丝印胶颜色变为半透明时(约20~30min)将两面对齐粘合到一起。粘合线不受机械抛光的影响。
7.多色套印时,为了确保套印的准确性,在保证图文版尺寸不变的前提下,可将其它版的尺寸适当地进行缩放(缩放尺寸不得超过0.1~0.2mm)。印刷时,深版压浅版,图文版压缩放版,这样,当有机板裁切不准或人工放板与定位块衔接不良时也能套印准确。
*表一*有机玻璃亚克力(压克力)的颜色特点及用途
名称 颜色 厚度(mm) 主要用途
透明板 透明 1~50 反印标牌、工艺架、水晶字牌
平光板 颜色齐全 2~10 店面招牌、展示牌、工艺架
珠光板 颜色齐全 2~4 立体凸字、工艺品、工艺画
荧光版 颜色偏少 可订做 特殊场合
砂面板没有现成的板材,用平光板砂面油墨自行印制室内展示架、磨砂标牌
8.有机片表面常有大量的静电与灰尘,灰尘如粘附在网版上,将造成文字与色块残缺,出现废品。因此,印刷必须在洁净无尘的室内进行。表面灰尘可分二步去除,首先用潮湿的纯棉布擦去表面的灰尘,然后用静电除尘刷或除尘辊刷除残留的灰尘。印刷时,边印边检查,如发现问题,及时清理网版后,再进行印刷。
9.国内大中型商场中的产品(化妆品、珠宝、手表)宣传广告架多追求哑光效果,以衬托亮丽多彩的商品。而有机玻璃板生产厂家没有此板,可选用平光板或透明板用砂面处理油墨直接印刷,待油墨干燥后,即可呈现砂感哑光效果。(注:目前已有磨砂面有机玻璃,只是成本相对较高。还有一种方式是粘贴半透明玻璃膜)
10.有机板尺寸裁切要一致,相邻两边呈90°角并且厚薄均匀。根据印刷画面大小,适当留出余量,待印刷完毕后,再裁切多余的边量。多色套印或四色印刷时,应选用磁白或透明有机板。磁白板用于正面印刷,透明板则用于反面印刷。
二、有机玻璃 亚克力(压克力)展示架及广告字牌加工制作
有机玻璃加工制作的机械和工具基本上采用木工机械,其常用的机械与材料见表二。
1.有机玻璃,亚克力(压克力) 下料与裁切:有机板常规尺寸有1830mm×1220mm、2160mm×1220uum等,根据客户提供的图纸,在板子上划出裁切线,其所划尺寸应比实际尺寸大0.5~3mm。5mm以上的板材直接用锯冲断,5mm以下可用勾刀勾出浅线槽,然后用刀将板折断。使用电锯时,应注意安全,二人步调一致,用力保持均衡。裁切这道工序非常重要,它关系着下面诸道工序能否顺利进行。必须做到:划线准确、套裁合理、锯线平直。
*表二*有机玻璃亚克力(压克力)加工常用工具与材料
用途工具与材料
切割电锯、曲线锯、勾刀、手曲锯
刨平手推电刨、台式砂带机、砂轮
光亮处理抛光布轮、台式破带机(布面)、火焰处理机
折弯线式加热器(加热管、加热丝)
曲面处理大制、铁制模型、压力器、电烤箱
开槽、钻孔立式铣床、台钻(开孔钻头)
粘合剂二氯甲烷、水晶胶、可丝印胶
印刷网印机、手工印台、高光泽耐磨有机玻璃油墨
雕刻雕刻机(平面、三维)、激光雕刻机
2.有机玻璃,亚克力(压克力) 断面刨平:起伏不平的有机板断面可用刨子推刨平直,没有电刨可用砂轮机粗磨一遍,然后放置砂带机上磨平。薄形板用压力铁夹具将多片同时夹在一起,用电刨或砂带机刨平磨直。这样,可提高工效,并且也保证了多片板尺寸的一致性。专业厂家一般都有特制铁夹,将大块有机片夹紧夹牢,然后用电刨推平。对于小面积板用台虎钳子夹住推平,效果也很好。
3.有机玻璃,亚克力(压克力) 打磨抛光:抛光的作用是把被破坏的有机板断面重新恢复其光亮度。已经刨平的板材,用水砂纸进一步磨细,然后用抛光机进行抛光。抛光过程中,不时地要在布轮上涂擦一些抛光皂(绿皂、白皂),以加快抛光速度。透明有机板上常有各种划痕,在印刷或粘接之前也要进行抛光处理。随着雕刻机的出现,有机板断面也有使用火焰抛光机处理机进行光亮处理的,但效果并不理想。对于质量要求高的字牌最好使用激光切割机。
4.有机玻璃,亚克力(压克力) 折弯:用有机板加工各式展示架常常需要将板材折弯成各种角度。根据折弯线的长度,可自制多台不同长度的加热器,加热器用扁方铝合金型材制作。
方法:首先在铝型材上平面开一道3~5mm的槽线,以便加热管的热量从此溢出,槽线两边用硬质木板附上,可起到隔热不粘板的作用。然后,把石英加热管用铁卡子固定在铝管内,接上电源线就可使用。有机板折弯之处,用勾刀勾出一道浅线,这样,折出的角线,才能方圆兼得,尺寸准确。加热过程中,有机板加热线一侧必须用方木压住,使加热线受热均衡,折出的角线才会平直,而不会出现堆肉或局部折裂现象的发生。不同的折弯角度,还需配置不同角度的木制模具。
5.有机玻璃,亚克力(压克力) 开槽钻孔:标牌面板或展示架上常常要开槽开孔,开槽用立式铣床,冉配备好各式刀具;开孔需购买一套组合式开孔器,把开孔器卡在台钻上就可完成开孔任务,对13mm以下的孔用普通钻头即可。
6.有机玻璃,亚克力(压克力) 粘合:较为常用的粘合剂是三氯甲烷溶液。用注射针管将溶液吸入针管中,打火粘合缝隙之中,粘合效果很好,对于大面积的粘合,可使用水晶胶,粘接之处透明度高,而且,车度尚好,也有使用502、110等强力粘合剂的,粘合起来也很方便,但价格略贵一些。在广告制作业中,既专注网印又从事有机玻璃字牌雕切加工的企业很多,他们同样上取得了良好的经济效益和社会效益。